


Your Reliable Powder Coating Raw Materials Manufacturers
With 28 years of expertise in the powder coatings industry, we leverage deep industry insights and Strong manufacturing capabilities to deliver high-quality raw materials, production optimization, and tailored supply chain solutions.
Request A QuotePCOTEC Core Advantages
Full-Range Material System
Consistent & Reliable Quality
Industrial-Grade Performance
Customizable Solutions
Supply Chain Assurance
Sustainability











Main Products

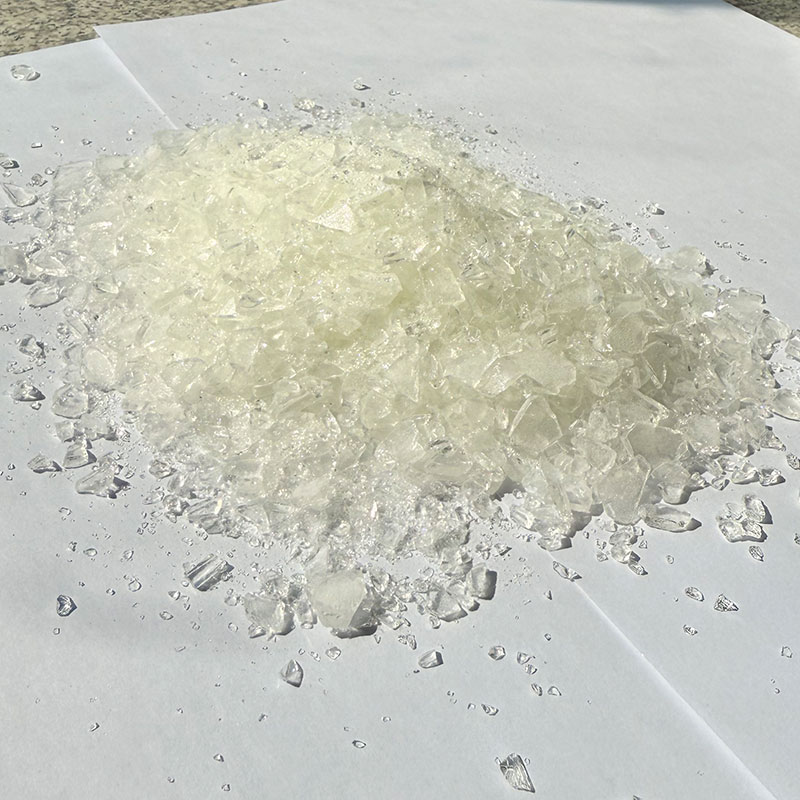
Silicone Resin
Resin
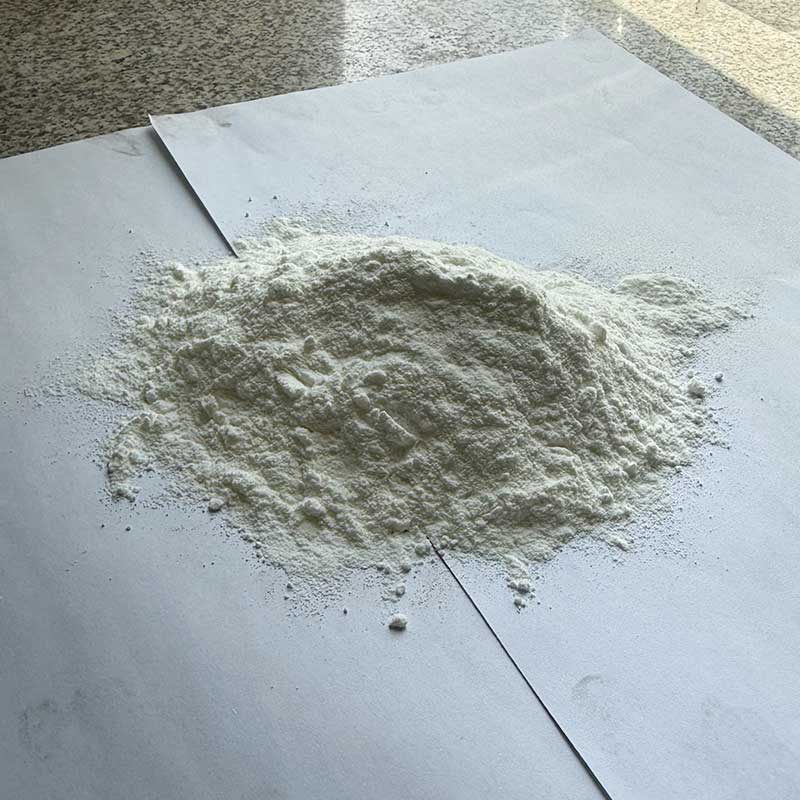
This product is a methylphenyl organosilicon resin containing silanol groups, featuring excellent compatibility and high reactivity. It can be cold blended or copolymerized to achieve high-temperature resistance. For instance, the introduction of 30% silicone can increase the continuous heat resistance of organic resins to 600℃. This silicone resin is sold in solid form in the middle and can also be directly or compounded applied to heat-resistant and weather-resistant powder coatings.


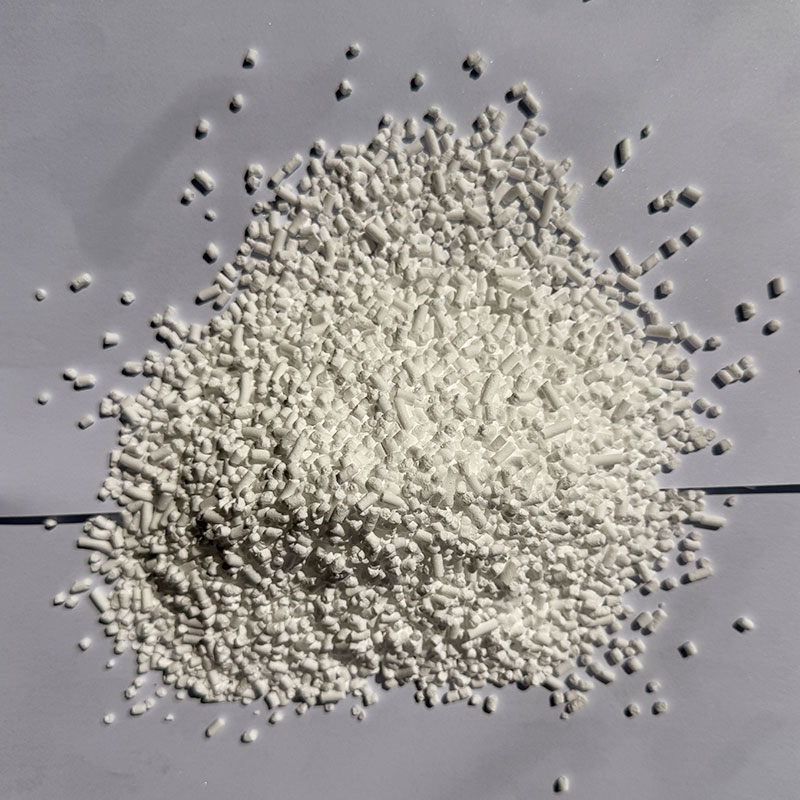
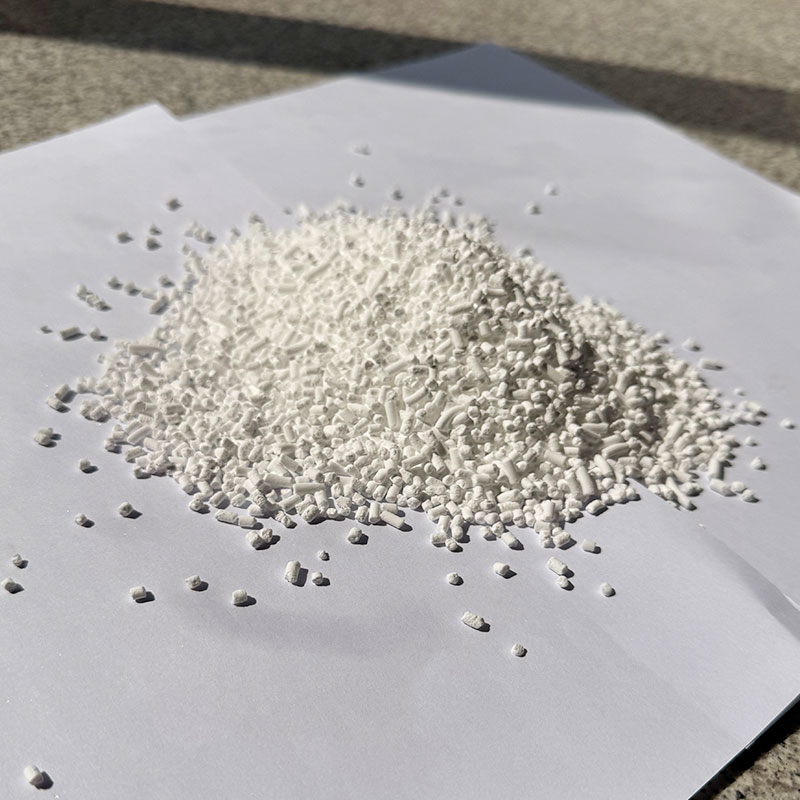
TGIC
Curing Agents
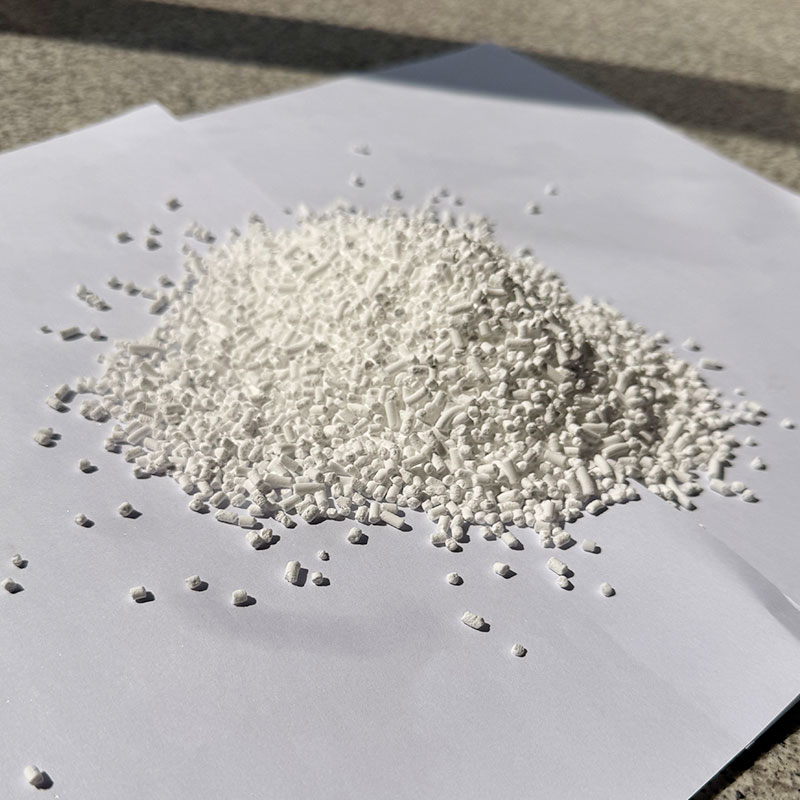
TGIC (Triglycidyl Isocyanurate) is a heterocyclic epoxy compound with a molecular weight of 297 (CAS No.: 2451-62-9). It exhibits excellent heat resistance, weather resistance, adhesion, and high-temperature performance.
●Crosslinking agent for pure polyester powder coatings. Dosage is calculated based on the acid value of the polyester resin.
●Crosslinking agent for carboxyl-containing polyacrylate (PA). Typical dosage: 7% of resin weight (adjusted by acid value)
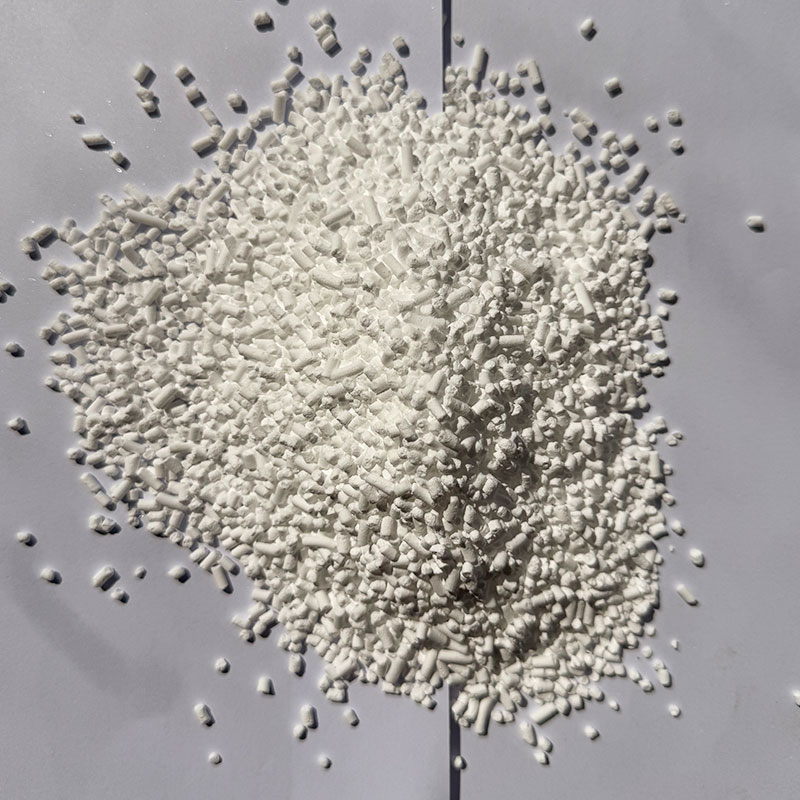
HAA
Curing Agents
HAA are tetra-functional β-hydroxyalkylamide (HAA) compounds with excellent mechanical and weather resistance properties. They crosslink with carboxylated polyester or acrylic resins to produce non-toxic, skin-friendly, and environmentally friendly outdoor weather-resistant powder coatings, offering a safer alternative to TGIC.

Polyester Resins
Resin
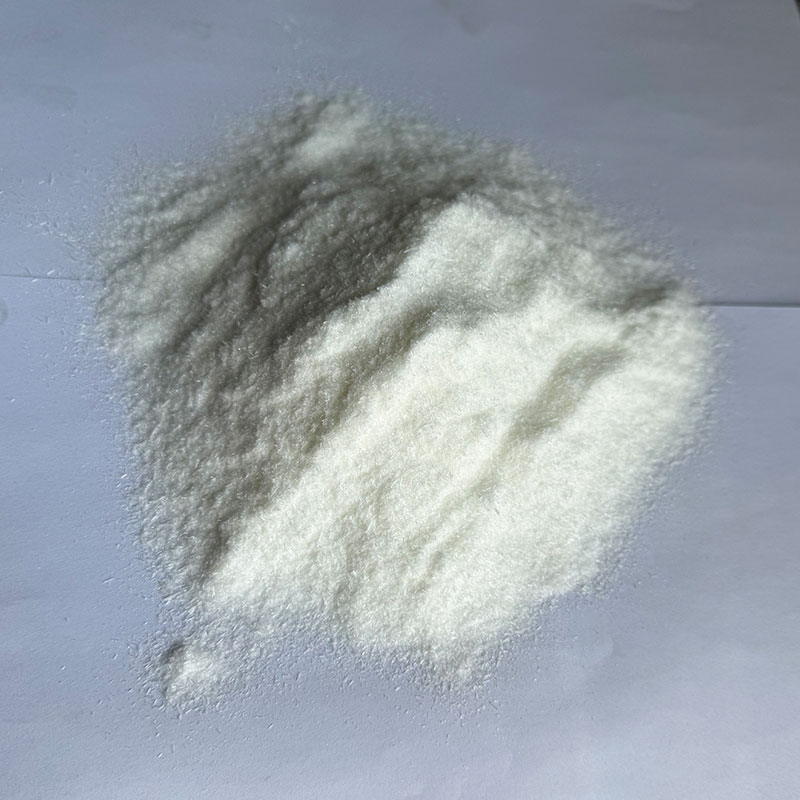
Polyester resins are essential film-forming materials widely used in powder coatings due to their excellent weatherability, stable curing behavior, and strong mechanical performance. Their molecular structure can be precisely engineered through controlled acid value, molecular-weight distribution, and end-group design, enabling balanced flow, gloss, and outdoor durability.

TGIC-Cured Polyester Resin System
Polyester Resins
TGIC-cured polyester resin systems are recognized for their outstanding outdoor durability, strong crosslink density, and long-term weather resistance. Compared with other curing technologies, TGIC systems offer a broader processing window, stable extrusion behavior, and consistent film formation even under demanding production conditions.

Primid (HAA-Cured) Polyester Resin System
Polyester Resins
Primid polyester resin systems provide an environmentally friendly curing route with zero formaldehyde release and excellent color stability.
●PCT9505 provides balanced overall performance with superior indoor durability and a clean, uniform film finish.
●PCT9106 offers a versatile curing profile, supporting high-gloss formulations with HAA or matte finishes when combined with GMA resins.

Leveling Agent Mode
Additives
This leveling agent is based on an acrylate polymer and is designed to adjust surface tension, homogenize the coating, and significantly improve leveling during curing. It effectively reduces orange peel and eliminates shrinkage cavities while providing strong wetting performance through an integrated wetting accelerator. Produced with specialized processing technology, it disperses easily in powder formulations and does not contain silicone, ensuring clean application without affecting recoating adhesion. With a recommended dosage of 0.6–0.8% and full compatibility across all powder coating systems, this additive delivers stable appearance control and reliable defect reduction.

Powder Surface Modifier
Additives
This powder surface modifier is a high-purity additive designed to improve the overall surface quality of powder coatings. It provides strong wetting performance on polar additives and coated substrates, helping the melt layer flow more uniformly during curing. As a result, it effectively eliminates shrinkage defects, enhances gloss, and improves film smoothness.
With an active content above 99% and extremely low volatility, the product disperses easily and performs reliably in extrusion and application. It also strengthens the contamination resistance of the coating film and prevents the formation of shrinkage pores, making it suitable for use across all major powder coating systems requiring stable and high-quality surface appearance.

Indoor Physical Matting Agent Model
Additives
M311 is a pure physical matting agent designed to deliver stable and controllable gloss reduction without participating in chemical reactions. Unlike chemical matting systems, it does not consume epoxy groups, produces no smoke during curing, and shows excellent resistance to yellowing. M311 provides a minimum 3-degree matting effect while maintaining consistent film appearance and process stability. Its purely physical matting mechanism ensures predictable gloss control and makes it a more economical option compared with traditional chemical matting agents used in powder coatings.


Outdoor Physical Matting Additive
Additives
M312 is a low–wax, resin-based physical matting agent designed specifically for outdoor TGIC powder-coating systems. With an addition level of 3–6%, it provides stable matte finishes in the 10–30% gloss range, making it ideal for architectural, industrial, and black-tone coatings. Thanks to its low wax content and controlled particle morphology, M312 offers excellent stability, uniform appearance, and minimal gloss or color shift even under over-baking conditions. Its formulation enables consistent outdoor performance while maintaining strong compatibility across various powder-coating applications.

Acrylic Extinction Resin
Additives
Acrylic extinction resin is an epoxy–acrylic polymer designed to chemically react with polyester resins to achieve controlled low-gloss finishes in powder-coating systems. When added in the proper ratio, it produces a stable extinction effect with uniform matte appearance and fine surface texture. This resin offers excellent leveling performance, reliable mechanical strength, and consistent curing behavior, making it suitable for outdoor polyester powder coatings requiring low gloss and durable film properties.
Usage And Dosage:
Add all materials according to the formula, after full mixing, extrude in 95~105°C(should not exceed 110°C, and can not be repeatedly extruded), and then crush and screening 180, look for use.

Benzoin
Fillers
Benzoin is an essential degassing agent used in powder coatings (e.g., appliances, automotive parts) to prevent pinholes and surface defects during curing. With high purity and a melting range of 133–137°C, it vaporizes at the appropriate stage of the curing process, effectively releasing trapped gases from the film. Its degassing action ensures:
● Enhanced aesthetic quality
● Improved corrosion resistance
● Reduced rework/scrap rates

Micro Wax Power
Additives
Micronized wax is a finely processed powder additive used to enhance surface smoothness, abrasion resistance, and overall film performance in powder coatings. With controlled particle size and high melting stability, it improves powder flow, scratch resistance, and dispersibility during extrusion and curing. Its balanced wetting and lubrication properties make it a cost-effective solution for achieving better surface quality across various coating formulations.

Titanium Dioxide
Fillers
Titanium dioxide is a high-purity white inorganic material known for its exceptional opacity and brightness in powder coatings. It offers strong UV stability, excellent whiteness retention, and consistent hiding performance, making it essential for achieving durable, clean, and visually uniform film appearance in demanding applications.
Our advantage
Proven Material Expertise
Certified Quality & Traceability
Technical Customization & Application Support
Sustainable Chemistry Commitment
Global Supply & Reliable Service

Key Applications

Silicone Resin is a high-performance polymer designed for powder coatings requiring exceptional thermal endurance, oxidation resistance, and long-term stability.

Polyester resin is the core film-forming binder used in modern thermosetting powder coatings. It provides the structural backbone of the coating film, determining essential properties such as weatherability, hardness, mechanical strength, chemical resistance, and long-term durability.

Epoxy resin is a high-performance thermosetting polymer widely used in metal coatings, protective finishes, electrical insulation, and corrosion-resistant systems.

Curing agents are essential reactive components used in thermosetting powder coatings. They chemically crosslink with polyester or epoxy resins to create a solid, durable, three-dimensional coating network.
FAQ Use & Operation
What Is Primid in Powder Coating
Primid in powder coating usually refers to HAA curing agents, which are widely used in polyester powder coating systems. Its main role is to help the coating cure properly during baking, forming a strong and stable surface layer. Without a curing agent like Primid, the powder coating cannot fully develop its durability or performance.
In simple terms, Primid is the key material that turns powder into a finished coating that can resist weather, maintain color, and stay smooth over time.
How Primid Works In Powder Coating
When powder coating is heated in the oven, the polyester resin needs to react with a curing agent to form a solid film. Primid reacts with carboxyl-functional polyester resin during this process, creating a crosslinked structure.
This structure is what gives the coating its strength. It helps the surface become harder, more stable, and more resistant to environmental damage. At the same time, it supports a smoother finish and better overall appearance.
Because of this, the curing agent directly affects how the final coating looks and performs.
Why Primid Is Used
Primid is mainly used because it offers a good balance between performance and environmental considerations. Compared with some traditional curing agents, HAA systems are often chosen for their cleaner formulation profile.
Another important reason is appearance. Coatings based on Primid tend to show better color stability and lower yellowing, especially in light colors. This makes them more suitable for decorative and visible surfaces where finish quality matters.
It is also valued for outdoor use, where coatings need to stay stable under sunlight, temperature changes, and long-term exposure.
Where Primid-Based Coatings Are Used
Primid is commonly used in outdoor polyester powder coatings. These coatings are applied to products that need both protection and visual quality.
Typical applications include metal furniture, aluminum profiles, fences, garden equipment, and architectural components. These products are exposed to weather and need coatings that can keep their color and surface condition over time.
In these cases, Primid helps the coating remain smooth, resist fading, and maintain a clean appearance.
What Makes Primid Different
One of the key advantages of Primid is its low yellowing behavior. This is especially important for white or light-colored coatings, where any color change is easy to notice.
It also supports a smooth surface finish, which improves the visual quality of the coated product. At the same time, it provides enough durability for outdoor use, making it a practical choice for many powder coating systems.
In addition, HAA curing systems are often seen as more environmentally friendly, which is becoming more important in many markets.
What To Consider When Using Primid
In real applications, Primid needs to be matched with the right polyester resin and curing conditions. The formulation must be balanced to ensure proper curing, smooth flow, and stable performance.
Material quality also matters. Properties such as melting range, hydroxyl value, and appearance can affect how the product behaves during production. A more stable curing agent helps improve consistency in powder coating manufacturing.
This is why many buyers focus not only on the type of curing agent, but also on its reliability in real production conditions.
Conclusion
So, what is Primid in powder coating? It is a curing agent used in polyester powder coatings, especially for outdoor applications. It helps the coating form a strong, durable, and visually stable surface after curing.
Primid is widely used because it supports good weather resistance, low yellowing, and smooth appearance, making it suitable for products that need long-term performance and clean finish.
If you are selecting curing agents for powder coating or looking for a more suitable HAA solution, feel free to contact us. We can help you understand product options and choose the right material based on your application needs.
What Is Triglycidyl Isocyanurate Used for?
Triglycidyl isocyanurate, often shortened to TGIC, is mainly used as a curing agent in thermosetting powder coating systems. Its role is not simply to be an additive. It is one of the key components that helps the coating form a durable crosslinked film after baking. When TGIC reacts with suitable polyester resins or carboxyl-containing acrylic systems, it helps create a coating surface with strong weather resistance, heat resistance, adhesion, and long-term outdoor durability.
This is why TGIC remains an important material in the powder coatings industry. For manufacturers, formulators, and buyers, the value of TGIC is closely tied to the final performance of the coating. It supports the kind of finish that needs to stay stable under sunlight, changing temperatures, and long service conditions. In practical terms, it is used where the coating must do more than look good on the first day. It needs to keep gloss, color, and film integrity over time.
How TGIC Functions In Powder Coatings
TGIC is a heterocyclic epoxy compound used as a crosslinking agent. In powder coating formulations, it reacts with carboxyl-functional polyester resin during the curing process. Once heated to the proper temperature range, the resin and curing agent form a tightly crosslinked network. That reaction is what gives the final coating its hardness, chemical stability, and outdoor durability.
This function is especially important in exterior-grade powder coatings. A coating used outdoors faces much more than basic wear. It must tolerate sunlight, moisture, temperature fluctuation, and long exposure to air without breaking down too quickly. TGIC helps the cured film maintain a stronger structure under those conditions, which is why it has long been associated with high-performance polyester powder coatings.
The material is also valued because it offers a relatively broad processing window. That gives formulators more flexibility during production and curing, especially when balancing appearance, mechanical properties, and weatherability in the final coating system.
Main Uses In Pure Polyester Powder Coatings
The most common use of TGIC is in pure polyester powder coatings. In this type of system, TGIC acts as the curing agent for the polyester resin. This combination is widely chosen for outdoor applications because it can provide excellent weather resistance, UV durability, and good overall film performance.
In practical coating work, that means TGIC-cured polyester powders are often selected for products that need long-term exterior exposure. Outdoor furniture, architectural metal parts, fencing, agricultural equipment, street installations, aluminum profiles, and many other metal components can benefit from this type of coating system. These products need a finish that can resist fading, chalking, gloss loss, and surface degradation more effectively than a basic interior coating.
TGIC also contributes to film toughness and adhesion. A coating is only useful if it stays attached well and resists cracking or premature failure during service. In that sense, TGIC supports both protective and decorative functions in the finished coating.
Use In Carboxyl-Containing Acrylic Systems
Although TGIC is strongly associated with polyester powder coatings, it can also be used as a crosslinker in carboxyl-containing polyacrylate systems. In these formulations, it performs a similar chemical role by reacting with functional groups in the resin to build the cured network.
This use is more specialized, but still important in certain industrial applications where formulators want a particular balance of film properties. Depending on the system design, TGIC can help improve hardness, adhesion, and environmental resistance in the final coating. For buyers and formulators, this means TGIC is not limited to one narrow powder chemistry. It has broader formulation value when matched correctly to resin type and performance target.
Why TGIC Is Chosen For Outdoor-Grade Performance
One of the strongest reasons TGIC is used is its contribution to outdoor-grade coating performance. Many curing agents can build a film, but not all of them support long-term exterior durability in the same way. TGIC is often selected because it helps powder coatings achieve strong weather resistance and good retention of appearance over time.
This matters in markets where coated metal products are expected to remain attractive and functional after years of outdoor exposure. A coating that loses gloss quickly, discolors under UV light, or breaks down in heat and moisture will reduce the value of the whole finished product. TGIC-based systems are often preferred when stable outdoor performance is a major requirement rather than a secondary feature.
The result is not only technical durability, but also more reliable visual performance. That includes better gloss retention, cleaner surface appearance, and a stronger ability to withstand outdoor service conditions.
Mechanical And Thermal Performance In Real Applications
TGIC is also used because it supports mechanical strength and high-temperature performance in the cured film. In powder coatings, surface appearance is only one part of the job. The coating also needs to resist impact, handle minor stress, and remain stable after curing and during service.
A well-cured TGIC system can contribute to a coating film that feels balanced rather than brittle. This is useful in metal products that are moved, installed, or exposed to regular use. At the same time, TGIC is associated with good thermal resistance, which helps the coating maintain performance when exposed to elevated temperatures during baking and later service.
For coating manufacturers, this balance matters. A film that looks smooth but fails mechanically is not a good industrial solution. TGIC is valued because it helps combine appearance with durability in a more dependable way.
What Formulators Usually Consider When Using TGIC
In formulation work, TGIC is not used randomly. Its dosage is usually calculated based on the acid value of the polyester resin or adjusted according to the chemistry of the resin system. That means TGIC use is closely linked to formulation design rather than being treated as a simple filler or general additive.
This is one reason TGIC remains a product for technical buyers rather than only for general chemical purchasing. The value comes from how well it fits the resin system, cure schedule, and final coating target. A formulator may choose TGIC not only for weatherability, but also for cure balance, film smoothness, gloss performance, and long-term durability in the intended application.
In supply terms, physical characteristics also matter. White granules or powder form, appropriate epoxy equivalent level, low chlorine content, and a controlled melting range all influence process stability and final formulation behavior.
Industries Where TGIC-Based Systems Are Common
TGIC is most relevant in industries that depend on durable thermosetting powder coatings. This includes building materials, metal furniture, transportation-related components, electrical equipment housings, garden products, and general industrial parts used outdoors. In these sectors, coating failure does not only affect appearance. It can also reduce corrosion protection and shorten product life.
Because of this, TGIC-based curing systems are often chosen when the end user expects both decorative quality and real environmental resistance. The coating needs to look clean, cure properly, and maintain its performance through weather exposure and handling. That is where TGIC continues to show practical commercial value.
Why Product Quality Still Matters
Not all TGIC performs equally well in real production. For powder coating manufacturers, consistency is critical. A curing agent needs to behave predictably in extrusion, storage, curing, and final application. If the raw material quality varies too much, the final coating can become harder to control.
This is why buyers usually pay attention not only to the product name, but also to specification stability. Epoxy equivalent, chlorine content, melting behavior, and appearance all affect formulation performance. For producers aiming at outdoor-grade powders with strong UV durability and gloss retention, a more stable TGIC source makes process control easier and supports more reliable product output.
Conclusion
So, what is triglycidyl isocyanurate used for? In most cases, it is used as a curing agent for polyester powder coatings and certain carboxyl-containing acrylic systems. Its main purpose is to help form a durable crosslinked coating film with strong weather resistance, heat resistance, adhesion, gloss retention, and mechanical performance. That is why it is widely used in powder coating formulations designed for outdoor and demanding industrial applications.
For buyers, formulators, and coating manufacturers, TGIC is not just a raw material name. It is a functional part of coating performance. When selected and used properly, it helps create powder coatings that stay more stable and reliable in real service conditions.
If you are evaluating TGIC for powder coating formulations or looking for a more suitable curing agent for outdoor-grade systems, feel free to contact our team. We can help you review specifications, application direction, and product selection points based on your coating needs.
Does Polyester Resin Yellow?
Polyester resin can yellow, but the real answer depends on the resin type, curing conditions, exposure environment, and the full formulation around it. In practical coating work, yellowing is not always caused by the polyester backbone alone. It can also come from overbake conditions, curing agent selection, pigment stability, additive interaction, or long-term UV and heat exposure. That is why some polyester-based systems keep a clean appearance for extended outdoor service, while others show visible color shift much earlier.
For formulators and coating manufacturers, the more useful question is not simply whether polyester resin yellows, but under what conditions yellowing becomes a risk and how to reduce it through better resin system design. You can explore PCOTEC’s resin solutions for powder coating applications where weatherability, stable curing behavior, and appearance control are important.

Why Yellowing Happens In Resin Systems
Yellowing usually appears when the polymer structure or another part of the formulation changes under heat, light, oxidation, or chemical stress. In powder coatings and thermosetting systems, this shift may happen during curing or later during service life. If the resin or curing system is sensitive to temperature, overbake can darken the film slightly. If the coating is exposed to ultraviolet light over time, less stable systems may begin to discolor.
This is why yellowing should be treated as a system response rather than a single-material problem. A polyester resin may be part of the result, but cure schedule, pigment choice, and outdoor exposure conditions all influence what the final surface looks like after application.
Polyester Resin Is Not The Same In Every Application
Not all polyester resins behave the same way. In powder coatings, polyester systems are often chosen because they offer strong outdoor durability and better color and gloss retention than many indoor-only epoxy systems. That is one reason polyester is widely used in architectural and exterior-grade powder coatings.
However, polyester resin is a broad category. Different molecular structures, acid values, curing combinations, and end-group designs can lead to different heat response and long-term color stability. Some systems are specifically optimized for weather resistance and anti-yellowing performance. Others may prioritize flow, mechanical balance, or matting behavior, which can influence color stability differently under demanding conditions.
A durable polyester resin system is therefore not defined by the word polyester alone, but by how the resin was engineered and how it is used in the final coating.
Heat Yellowing Versus Service-Life Yellowing
It helps to separate yellowing into two major categories. The first is process yellowing, which appears during curing. This often happens when oven temperature is too high, residence time is too long, or the curing chemistry reacts too aggressively under heat. The second is service-life yellowing, which appears gradually after installation due to sunlight, oxidation, pollution, humidity, or long-term thermal stress.
Process yellowing is often easier to control because it can be corrected through resin selection, curing adjustment, and formulation balance. Service-life yellowing requires a more weather-resistant resin system from the beginning. If the coating is intended for outdoor use, this difference matters a great deal.
Why Polyester Is Still Preferred For Outdoor Powder Coatings
If polyester resin can yellow, why is it still widely used in outdoor powder coatings? The reason is relative performance. Compared with many indoor-focused systems, polyester generally offers much better weatherability, ultraviolet stability, and long-term color retention when properly formulated. It is not absolutely immune to yellowing, but it is often the more reliable choice when outdoor appearance stability is required.
In practical formulation work, polyester resins are often selected for applications where long-term visual performance is as important as hardness and adhesion. This is especially true in building products, garden equipment, furniture, and outdoor metal components where gloss and color consistency are part of product quality.
The Role Of Curing Agents In Yellowing Risk
Yellowing is influenced not only by resin but also by the curing agent paired with it. A polyester resin may perform very differently depending on whether it is matched with one curing system or another. Cure chemistry affects bake response, film formation, crosslink density, and heat stability.
This is why resin selection should never be separated from curing agent selection. A practical powder coating resin formulation must be designed around the full cure system, not just the main resin backbone. If a coating shows yellowing during production, the issue may come from cure temperature or curing chemistry rather than from polyester alone.
Additives, Pigments, And Overbake Stability Matter Too
In real production, formulators also need to think about additives and pigments. Some additives improve flow and surface smoothness, but if the formulation is not balanced correctly, the coating may still respond poorly under high heat. Pigments and fillers can also affect color stability, especially in light shades and white coatings where even slight yellowing is easy to see.
Overbake stability becomes especially important in powder coatings because oven conditions are not always perfectly uniform across all production runs. A resin system with stronger resistance to thermal discoloration provides more process safety. This is one reason why formulators often look for practical polyester resin systems that combine weatherability with stable bake behavior.
A Useful Way To Evaluate Yellowing Risk
| Evaluation Area | What To Check | Why It Matters |
|---|---|---|
| Resin design | Outdoor-grade polyester or general-purpose resin | Determines baseline color stability |
| Curing system | Cure chemistry and bake sensitivity | Influences yellowing during curing |
| Oven conditions | Temperature and dwell time control | Reduces overbake risk |
| End-use environment | Indoor, outdoor, UV, heat, humidity | Changes long-term yellowing behavior |
| Full formulation | Pigments, additives, fillers, gloss level | Affects appearance retention as a whole |
This kind of evaluation is more useful than asking whether polyester always yellows or never yellows. It shifts the decision toward actual application logic.
How To Reduce Yellowing In Polyester Systems
The most effective way to reduce yellowing is to build the formulation around the final use requirement. If outdoor durability is important, choose a polyester system specifically designed for weather resistance. Then match it with a curing package that gives stable cure without excessive discoloration risk. Control oven temperature carefully, and review pigments and additives for long-term compatibility.
This is also where a custom powder coating resin approach can add value. Different coating targets require different balances of gloss, cure speed, weatherability, and color stability. A one-size-fits-all resin may not be the best answer when the appearance standard is strict.
Why A System Supplier Helps More Than A Single Material View
Yellowing problems are usually easier to solve when the resin is evaluated together with curing agents and formulation support. PCOTEC provides resin solutions for powder coating systems where weatherability, cure behavior, and surface performance must work together. For formulators, this system perspective is often more practical than treating yellowing as an isolated resin question.
If you are comparing polyester systems for exterior durability, light-color stability, or overbake resistance, reviewing the full formulation path often leads to a much more reliable result than replacing one ingredient at a time.
Conclusion
Polyester resin can yellow under certain conditions, but yellowing is not an automatic or universal outcome. It depends on the resin design, the curing system, the oven profile, the pigment package, and the service environment. In well-formulated outdoor powder coatings, polyester is still one of the most widely trusted resin choices because it offers strong weatherability and good long-term appearance stability when used correctly.
If you are developing a powder coating system and want to reduce yellowing risk while keeping strong outdoor performance, PCOTEC can help you evaluate the right resin direction. Visit our resin page to review relevant product options, or contact our team with your target color, curing condition, and application environment for more practical formulation support.
Can I Use Polyester Resin Over Epoxy?
Yes, polyester resin can sometimes be used over epoxy, but only when the surface condition, cure state, and application goal are properly controlled. The short answer is that compatibility is possible, but it is not automatic. If the epoxy surface is too smooth, under-cured, contaminated, or chemically unstable, the polyester layer may show poor adhesion, incomplete wetting, or long-term delamination. In coating and composite work, the real question is not simply whether polyester can go over epoxy, but under what conditions it can do so reliably.
For formulators and industrial users, this topic matters because epoxy and polyester systems are often chosen for different strengths. Epoxy is valued for adhesion, corrosion resistance, and chemical stability. Polyester is often selected for weatherability, balanced flow, and good outdoor durability. When these two systems meet in one application, surface preparation and resin design become critical. You can browse PCOTEC’s resin solutions to review formulation directions for powder coating systems and related applications.

Why Epoxy And Polyester Behave Differently
Epoxy and polyester are not interchangeable materials. They cure through different chemistries and create different performance profiles. Epoxy systems usually build strong adhesion and good chemical resistance, which is why they are often used as primers or base layers. Polyester systems are widely chosen when outdoor durability, UV stability, and color retention are more important.
This difference is exactly why people consider using polyester over epoxy. The epoxy layer can provide strong substrate bonding, while the polyester layer can improve surface durability and weather resistance. However, this only works when the interface between the two layers is properly prepared.
When Polyester Resin Can Be Applied Over Epoxy
Polyester resin can be applied over epoxy when the epoxy has cured to a stable state and the surface has been cleaned and mechanically prepared for adhesion. In practical terms, the epoxy layer needs to be free from release agents, oil, dust, moisture, and any amine blush or curing residue. The surface also needs enough profile for the polyester to anchor properly.
If the epoxy has fully cured and been sanded or otherwise roughened, polyester has a better chance of bonding successfully. If the epoxy is still in an unstable cure stage or the surface remains glossy and closed, the polyester layer may not wet the surface evenly or may fail later under stress.
This is why a practical resin layering decision should always be based on interface preparation rather than only on material labels.
The Main Risks Of Applying Polyester Over Epoxy
The biggest risk is adhesion failure. Even when the polyester looks acceptable after application, the bond may be weak if the epoxy surface was not properly opened or cleaned. Another risk is cure mismatch. If the epoxy is not fully stabilized, the polyester layer may cure over a surface that continues to change underneath, which can create long-term problems.
There is also a performance risk. Epoxy and polyester do not expand, cure, and respond to stress in exactly the same way. In demanding service conditions, poor interface design can lead to cracking, edge lifting, or reduced coating life.
For this reason, a durable coating system should be evaluated as a full structure, not just as separate materials stacked together.
Surface Preparation Is The Deciding Factor
If polyester is going over epoxy, surface preparation is usually the decisive step. The epoxy should be fully cured according to its system requirements. Then the surface should be inspected for contamination and treated to improve adhesion. In many practical applications, this means cleaning first and then sanding or abrading the surface to remove gloss and create mechanical keying.
A properly prepared surface improves wetting and helps the polyester resin form a more reliable bond. Without this step, even a good resin system may show disappointing results.
Powder Coating Context: Polyester Over Epoxy Concepts
In powder coating, epoxy and polyester are often discussed in terms of system design rather than simple “one over the other” layering. Pure epoxy systems are often selected for indoor corrosion resistance and adhesion. Pure polyester systems are often selected for outdoor durability. Epoxy-polyester hybrid systems are also common because they combine selected strengths of both chemistries in one practical formulation.
This is important because many users asking whether polyester can go over epoxy are really asking a broader formulation question: how can the strengths of both systems be used together. In industrial practice, the answer may be a layered approach in some cases, but in many coating applications it may be more effective to design a practical powder coating resin system or hybrid formulation from the start.
A Simple Comparison For Decision Making
| Question Area | What To Check |
|---|---|
| Epoxy condition | Fully cured, stable, no residue |
| Surface profile | Sanded or mechanically opened |
| Cleanliness | No oil, dust, blush, or contamination |
| Final requirement | Adhesion, outdoor durability, chemical resistance |
| Better option | Layering, hybrid system, or full reformulation |
This kind of comparison is more useful than asking only whether the two materials are technically compatible.
When A System-Level Resin Choice Is Better
Sometimes the real solution is not applying polyester over epoxy at all. If the final application requires both strong base adhesion and outdoor durability, it may be better to review the full resin strategy rather than forcing two layers together. In powder coatings and industrial formulations, resin selection should reflect cure behavior, surface performance, weathering target, and production process as one connected system.
PCOTEC works from this broader formulation perspective, supplying resin options used in powder coating development where weatherability, stable curing behavior, and mechanical balance all matter. If you are comparing epoxy, polyester, or hybrid directions, reviewing the resin system as a whole is often more useful than focusing on one layer alone.
Conclusion
Polyester resin can be used over epoxy, but only when the epoxy is fully cured, properly cleaned, and mechanically prepared for adhesion. The combination can work when the goal is to build on epoxy’s adhesion and add the surface advantages of polyester, but the interface must be treated carefully. Without that preparation, the risk of weak bonding and long-term coating failure increases significantly.
If you are evaluating polyester, epoxy, or hybrid resin directions for a new coating or formulation project, PCOTEC can help you review the options from a system perspective. You can explore our resin product range and contact our team with your target application, curing conditions, and performance goals for more focused guidance.
What Is TGIC in Powder Coating?
In powder coating formulation, the curing system determines how the coating film finally performs after baking. Among the curing agents used in thermosetting powder coatings, TGIC is one of the most widely discussed materials, especially in outdoor polyester systems. It plays an important role in forming a durable powder coating network that provides weather resistance, mechanical strength, and long-term coating stability.
For coating manufacturers, understanding TGIC is not only about knowing a chemical name. It involves understanding how curing reactions work, how resin and curing agent ratios influence film properties, and how additives support a stable curing process. Companies such as PCOTEC supply a complete range of powder coating raw materials, including resins, curing agents, pigments, fillers, and additives, allowing formulators to build a practical powder coating formulation from a full system perspective.

Understanding TGIC Chemistry
TGIC stands for triglycidyl isocyanurate. It is a multifunctional epoxy compound commonly used as a curing agent in polyester powder coating systems. During the baking process, TGIC reacts with carboxyl-functional polyester resins to form a crosslinked thermosetting structure.
Once the powder coating melts in the curing oven, the resin begins to flow and spread across the substrate surface. At the same time, the reactive groups in TGIC start to interact with the acid groups in the polyester resin. As the curing reaction progresses, a three-dimensional polymer network is formed. This crosslinked structure is responsible for the hardness, adhesion, and environmental durability of the final coating film.
Because TGIC participates directly in the curing reaction, the amount used in a formulation must be calculated based on the acid value of the polyester resin. The curing balance between resin and TGIC determines the crosslink density of the coating, which in turn influences both mechanical performance and coating appearance.
Why TGIC Is Widely Used In Polyester Powder Coatings
TGIC has remained a common curing agent in polyester powder coatings for many years because it supports several performance advantages at the same time. Polyester systems cured with TGIC often achieve a strong balance between weather resistance, hardness, adhesion, and processing stability.
One of the main reasons TGIC systems are widely used in outdoor coatings is their resistance to ultraviolet exposure and temperature variation. When properly formulated, a TGIC-cured polyester coating can maintain color and gloss stability even after long-term outdoor exposure. This makes it suitable for architectural components, outdoor equipment, and metal structures exposed to sunlight and environmental stress.
Another advantage is mechanical durability. The crosslinked structure created by TGIC curing provides strong impact resistance and coating adhesion, helping the coating remain intact even under mechanical stress or temperature cycling.
How TGIC Influences Powder Coating Performance
The curing reaction between TGIC and polyester resin affects several aspects of coating performance. These properties are often evaluated during formulation development to ensure that the coating meets application requirements.
| Performance Factor | Influence Of TGIC Curing |
|---|---|
| Weather resistance | Stable outdoor durability and gloss retention |
| Adhesion | Strong bonding between coating film and metal substrate |
| Mechanical strength | Improved hardness and impact resistance |
| Thermal stability | Good performance under elevated temperatures |
| Film integrity | Dense crosslinked structure reduces coating degradation |
These properties explain why TGIC systems continue to be used in many industrial powder coating applications where long-term durability is required.
TGIC And Alternative Curing Systems
Although TGIC is widely used, it is not the only curing option available for polyester powder coatings. Another commonly used curing system is based on hydroxyalkylamide chemistry, often referred to as HAA systems. These curing agents are sometimes selected when manufacturers prefer a non-TGIC route in certain markets.
From a formulation perspective, both TGIC and HAA systems can produce outdoor-grade powder coatings, but they differ in curing behavior and processing characteristics. TGIC systems are often valued for their robust curing network and proven durability in many long-term outdoor applications.
For formulators, the choice between curing systems depends on factors such as environmental regulations, curing temperature requirements, resin compatibility, and desired coating properties. Because of this, curing agent selection should always be evaluated together with the resin system and additive package.
The Role Of Additives In TGIC Systems
Even when TGIC and polyester resin are correctly matched, additives still play an important role in ensuring coating quality. Powder coatings must flow smoothly during melting, release trapped gas during curing, and maintain consistent surface appearance.
Leveling additives can help improve melt flow and reduce surface defects such as orange peel. Degassing additives help release gases that may otherwise cause pinholes or bubbles. Wax additives improve scratch resistance and surface feel, while matting additives help control gloss levels.
These additives do not change the fundamental curing reaction, but they help stabilize the coating process and improve the final appearance of the coating film. In real powder coating production, the combination of resin, curing agent, and additive system determines whether the coating performs reliably on a production line.
Why System Design Matters In Powder Coating
A powder coating formulation is always a balance of multiple materials. A curing agent like TGIC can provide strong durability, but the overall coating performance still depends on how all components interact during processing and curing.
Resins determine the backbone of the coating. Curing agents create the crosslinked structure. Additives improve processing stability and surface properties. Pigments and fillers influence color, texture, and mechanical strength.
Suppliers that provide multiple categories of powder coating raw materials can help manufacturers evaluate these interactions more efficiently. PCOTEC supplies a range of materials used in powder coating formulations, allowing coating producers to consider resin selection, curing chemistry, and additive design together during formulation development.
Conclusion
TGIC is a curing agent widely used in polyester powder coatings to create a crosslinked thermosetting structure. Through its reaction with polyester resins during curing, TGIC helps produce coatings with strong weather resistance, good mechanical properties, and reliable long-term durability.
However, successful powder coating performance depends on more than a single curing agent. A stable and durable coating system requires the right balance between resin design, curing chemistry, additives, pigments, and processing conditions. When these elements are properly matched, the result is a powder coating that performs consistently in both production and real-world applications.
If you are developing a powder coating formulation or comparing curing systems for a new project, the PCOTEC team can help you evaluate suitable raw materials for your application. You can explore our powder coating material range on the products page or contact us to discuss your formulation needs and project requirements.
Building a Durable Thermosetting System: Resin, Curing Agent, and Additive Selection
A durable thermosetting system is never created by resin choice alone. In powder coatings and related thermosetting formulations, long-term performance comes from the interaction of resin backbone, curing chemistry, additive balance, pigment dispersion, and processing conditions. If one part of the system is mismatched, the final coating may look acceptable at first but lose gloss, crack under impact, show poor chemical resistance, or develop flow defects during production.
This is why formulators do not evaluate raw materials in isolation. A practical thermosetting system is built by understanding how each component behaves during melt flow, crosslinking, and final film formation. At PCOTEC, this system approach matters because coating performance depends on how resins, curing agents, and additives work together rather than how any one ingredient performs alone. You can explore the broader material range on our powder coating raw material solutions.

Why Resin Selection Sets The Foundation
The resin is the structural backbone of the thermosetting system. It determines much of the coating’s mechanical strength, exterior durability, gloss retention, and processing window. In powder coatings, polyester, epoxy, acrylic, and hybrid systems are commonly selected according to end-use requirements. A polyester-based system is often chosen for outdoor durability and weather resistance, while epoxy systems are valued for adhesion and chemical resistance in indoor applications.
But resin selection is not only about final use. It also affects melt viscosity, leveling behavior, cure response, and compatibility with fillers and pigments. A resin that gives excellent hardness may also need adjustment in curing speed or additive balance to avoid brittleness or poor flow. That is why resin choice should always be linked to the full formulation target instead of being treated as a standalone material decision.
How Curing Agents Define Crosslinking Performance
If the resin forms the body of the system, the curing agent determines how that body is locked into a durable network. The curing agent influences cure temperature, reaction speed, film hardness, flexibility, gloss stability, and long-term environmental resistance. In practical coating development, a poor curing match can create under-cured films, over-brittle structures, yellowing risk, or unstable performance under thermal stress.
For example, a formulation designed for architectural durability may require a different curing profile than one intended for indoor appliances or industrial equipment. The objective is to create enough crosslink density to ensure strong performance without pushing the film into excessive rigidity. A durable thermosetting coating formulation depends on this balance. Too little cure leaves weakness in the film. Too much cure may damage flexibility and impact resistance.
Why Additives Are Not Minor Ingredients
Additives are often used at low dosage, but their influence on the final coating can be significant. They are introduced to improve flow, control gloss, assist degassing, enhance wetting, build texture, improve scratch resistance, and stabilize production behavior. In many formulations, additives are what make the difference between a theoretically workable formula and a commercially reliable one.
A leveling additive can improve surface smoothness and reduce orange peel. A degassing additive can help release trapped gas during curing and reduce pinholes. A wax-based additive can improve slip and abrasion resistance. A matting additive can help control gloss while keeping surface appearance more uniform. These are not cosmetic adjustments. They directly affect manufacturability, coating consistency, and end-use durability.
This is why a custom thermosetting powder coating system usually requires additive tuning as much as resin and curing agent selection.
The Importance Of Balancing Mechanical And Surface Properties
A strong thermosetting system must perform on two levels at once. It must build a reliable internal network that gives hardness, adhesion, and resistance. At the same time, it must create a smooth and stable outer surface that meets appearance requirements and resists wear. These two goals do not always align automatically.
A system with excellent hardness can still fail if surface flow is poor. A formula with beautiful gloss can still be weak if the cure network is not strong enough. The best coating systems are designed by balancing internal chemistry with surface control. That balance is usually achieved through iterative formulation work, where resin type, curing ratio, and additive package are adjusted together rather than separately.
A Practical Selection Framework
When building a thermosetting system, formulators usually compare materials through performance targets instead of product names alone. The table below shows a practical way to think about each component’s role.
| Component | Main Function | What It Influences Most |
|---|---|---|
| Resin | Structural backbone | Durability, weatherability, flow base, adhesion |
| Curing Agent | Crosslink formation | Cure speed, hardness, flexibility, chemical resistance |
| Additives | Process and surface control | Leveling, gloss, degassing, wetting, scratch performance |
This framework is useful because it keeps formulation development focused on performance logic. It also makes troubleshooting easier when a coating system does not behave as expected during extrusion, spraying, or curing.
Why Full-System Thinking Matters In Production
In actual production, coating problems often appear at the interaction points between materials. A resin may be technically correct, yet the curing agent may react too quickly for the desired flow window. The additive package may improve leveling but reduce compatibility with another component. A system that performs well in lab curing may behave differently in plant-scale extrusion or under different oven conditions.
That is why experienced suppliers and formulators evaluate the whole thermosetting package. PCOTEC supports this broader formulation view by covering resin, curing agent, additive, pigment, and filler categories across powder coating applications. For manufacturers, this creates a more practical path to formulation development because material matching can be considered as one coordinated system rather than a series of isolated purchases.
How To Build A More Durable Formulation
A durable system is usually developed by starting from the end-use requirement, then working backward into material selection. If the target is outdoor performance, the resin and curing chemistry must prioritize weatherability. If the target is strong chemical resistance, crosslink structure becomes more critical. If the target is decorative quality with stable gloss and smoothness, the additive package must support film formation without compromising cure balance.
This process sounds straightforward, but in real development it requires repeated testing, comparison, and adjustment. The practical advantage of working with a supplier that understands the whole thermosetting system is that formulation choices can be guided by application logic rather than by trial and error alone.
Conclusion
Building a durable thermosetting system means designing a complete network, not simply selecting a good resin or a fast curing agent. The resin provides the structural foundation, the curing agent defines crosslink performance, and the additives refine flow, appearance, and process stability. When these three elements are chosen in balance, the result is a coating system with stronger durability, more stable production behavior, and better long-term performance.
If you are developing a new formulation or improving an existing one, PCOTEC can support your work with a broader raw material perspective. Visit our products to review our material categories, or contact our team to discuss your resin, curing agent, and additive selection goals in more detail.