


Your Reliable Powder Coating Raw Materials Manufacturers
With 28 years of expertise in the powder coatings industry, we leverage deep industry insights and Strong manufacturing capabilities to deliver high-quality raw materials, production optimization, and tailored supply chain solutions.
Request A QuotePCOTEC Core Advantages
Full-Range Material System
Consistent & Reliable Quality
Industrial-Grade Performance
Customizable Solutions
Supply Chain Assurance
Sustainability











Main Products

Silicone Resin
Polyester Resins
Heat Resistant
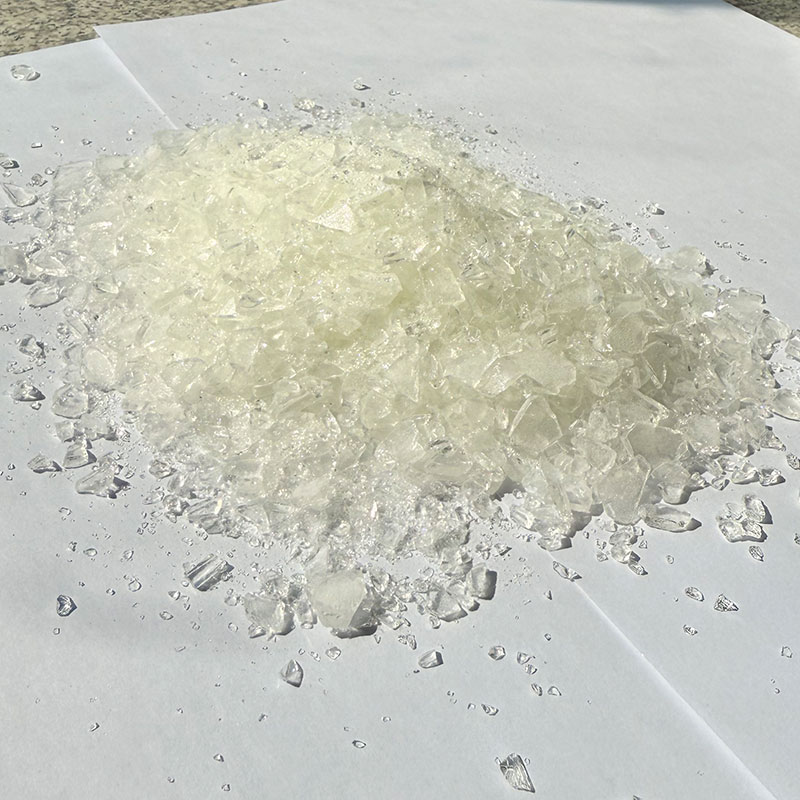
Silicone Resin can help organic resin systems reach continuous heat resistance up to 600°C when 30% silicone is introduced into the formulation. This is valuable for coating factories producing powder coatings for metal parts, high-temperature equipment and surfaces exposed to long working heat. Better heat resistance helps reduce coating failure, color change and customer complaints after application.
Reactive Compatibility
This resin contains silanol groups and can be cold blended or copolymerized with organic resin systems according to formulation needs. For coating manufacturers, this makes heat resistance and weatherability improvement easier to test without rebuilding the full raw material system. Better compatibility also helps reduce trial waste when technical teams adjust resin ratios during product development.
1、Silanol Functionality
The silanol functional groups support reactivity during coating formulation adjustment. This structure helps formulators improve compatibility, curing response and long-term coating stability when working with organic resin systems. Buyers should select the proper grade based on the final coating temperature, resin combination and application target.
2、Solid Resin Form
Silicone Resin is supplied in solid form, making it suitable for powder coating systems where dry handling and formulation consistency matter. Solid resin is easier to manage during blending and compounding than liquid materials that may create dosing or storage problems. For coating factories, this supports cleaner material handling and more controlled batch preparation.
3、Grade Selection
Available grade indicators include PCT-9013, PCT-9018 and PCT-6618, with silica content around 50 to 64 and Tg values around 41°C to 48°C. These grade differences help buyers compare heat resistance, compatibility and coating performance before testing. Proper grade selection can reduce repeated trials and make production validation more efficient.


Polyester TGIC
Curing Agents
Stable Crosslinking
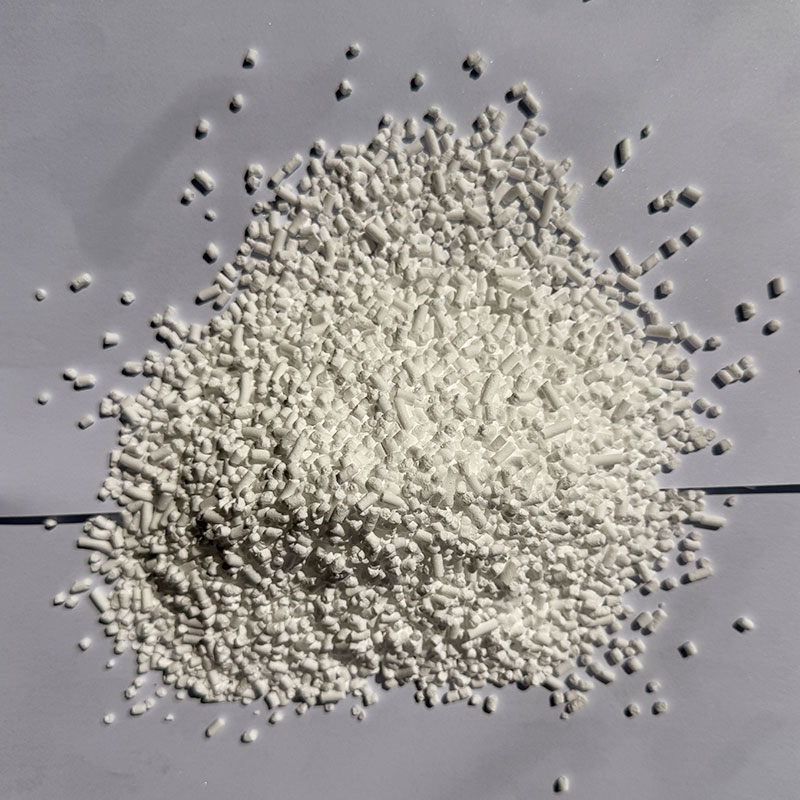
Polyester TGIC works as a crosslinking agent for pure polyester powder coatings, with dosage adjusted according to polyester resin acid value. This gives formulators a clearer technical basis when balancing curing reaction, film hardness and coating durability. For powder coating factories, stable crosslinking helps reduce failed trials, batch variation and repeated formula correction.
Low Volatile
The volatile content is controlled at ≤0.5%, which is important for powder coating production where surface quality and curing stability matter. Lower volatile content helps reduce curing defects caused by gas release, especially when buyers need smoother coating film and better surface consistency. For B2B customers, this can lower rework pressure and improve finished coating reliability.
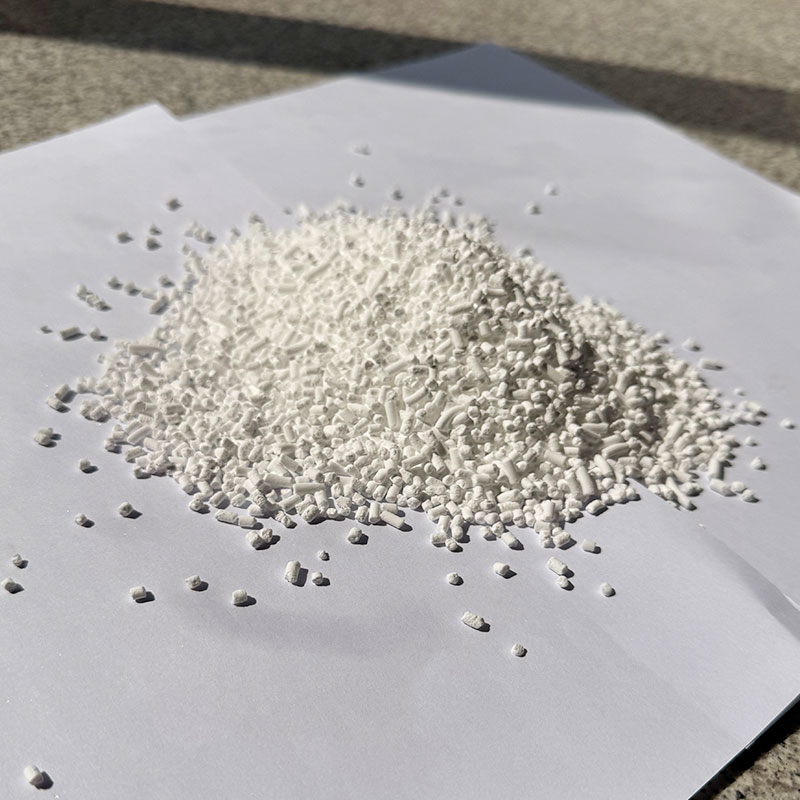
1、White Powder Form
Polyester TGIC is supplied as white granules or powder, making it suitable for dry blending, extrusion and powder coating formulation handling. This material form supports cleaner dosing and easier workshop storage compared with liquid additives. For production teams, stable feeding helps improve batch preparation and formulation control.
2、Controlled Epoxy Value
The product grades include TK-902 and TK-906, with epoxy equivalent indicators shown as ≤110 and 105. Epoxy equivalent is a key reference when formulators calculate reaction balance with polyester resin. Clear grade data helps buyers reduce uncertainty before pilot testing and lowers the risk of curing deviation in production.
3、Curing Temperature Fit
The melting range is 95–125°C, and viscosity at 120±1°C is shown as ≤100 mPa·s. These indicators help coating engineers judge how the curing agent behaves during extrusion, dispersion and curing. Proper melting and flow behavior support more stable film formation after curing.
HAA
Curing Agents
HAA are tetra-functional β-hydroxyalkylamide (HAA) compounds with excellent mechanical and weather resistance properties. They crosslink with carboxylated polyester or acrylic resins to produce non-toxic, skin-friendly, and environmentally friendly outdoor weather-resistant powder coatings, offering a safer alternative to TGIC.

Polyester Resins
Resin
Polyester resins are essential film-forming materials widely used in powder coatings due to their excellent weatherability, stable curing behavior, and strong mechanical performance. Their molecular structure can be precisely engineered through controlled acid value, molecular-weight distribution, and end-group design, enabling balanced flow, gloss, and outdoor durability.

TGIC-Cured Polyester Resin System
Polyester Resins
TGIC-cured polyester resin systems are recognized for their outstanding outdoor durability, strong crosslink density, and long-term weather resistance. Compared with other curing technologies, TGIC systems offer a broader processing window, stable extrusion behavior, and consistent film formation even under demanding production conditions.

Primid (HAA-Cured) Polyester Resin System
Polyester Resins
Primid polyester resin systems provide an environmentally friendly curing route with zero formaldehyde release and excellent color stability.
●PCT9505 provides balanced overall performance with superior indoor durability and a clean, uniform film finish.
●PCT9106 offers a versatile curing profile, supporting high-gloss formulations with HAA or matte finishes when combined with GMA resins.

Leveling Agent Mode
Additives
This leveling agent is based on an acrylate polymer and is designed to adjust surface tension, homogenize the coating, and significantly improve leveling during curing. It effectively reduces orange peel and eliminates shrinkage cavities while providing strong wetting performance through an integrated wetting accelerator. Produced with specialized processing technology, it disperses easily in powder formulations and does not contain silicone, ensuring clean application without affecting recoating adhesion. With a recommended dosage of 0.6–0.8% and full compatibility across all powder coating systems, this additive delivers stable appearance control and reliable defect reduction.

Powder Surface Modifier
Additives
This powder surface modifier is a high-purity additive designed to improve the overall surface quality of powder coatings. It provides strong wetting performance on polar additives and coated substrates, helping the melt layer flow more uniformly during curing. As a result, it effectively eliminates shrinkage defects, enhances gloss, and improves film smoothness.
With an active content above 99% and extremely low volatility, the product disperses easily and performs reliably in extrusion and application. It also strengthens the contamination resistance of the coating film and prevents the formation of shrinkage pores, making it suitable for use across all major powder coating systems requiring stable and high-quality surface appearance.

Indoor Physical Matting Agent Model
Additives
M311 is a pure physical matting agent designed to deliver stable and controllable gloss reduction without participating in chemical reactions. Unlike chemical matting systems, it does not consume epoxy groups, produces no smoke during curing, and shows excellent resistance to yellowing. M311 provides a minimum 3-degree matting effect while maintaining consistent film appearance and process stability. Its purely physical matting mechanism ensures predictable gloss control and makes it a more economical option compared with traditional chemical matting agents used in powder coatings.


Outdoor Physical Matting Additive
Additives
M312 is a low–wax, resin-based physical matting agent designed specifically for outdoor TGIC powder-coating systems. With an addition level of 3–6%, it provides stable matte finishes in the 10–30% gloss range, making it ideal for architectural, industrial, and black-tone coatings. Thanks to its low wax content and controlled particle morphology, M312 offers excellent stability, uniform appearance, and minimal gloss or color shift even under over-baking conditions. Its formulation enables consistent outdoor performance while maintaining strong compatibility across various powder-coating applications.

Acrylic Extinction Resin
Additives
Acrylic extinction resin is an epoxy–acrylic polymer designed to chemically react with polyester resins to achieve controlled low-gloss finishes in powder-coating systems. When added in the proper ratio, it produces a stable extinction effect with uniform matte appearance and fine surface texture. This resin offers excellent leveling performance, reliable mechanical strength, and consistent curing behavior, making it suitable for outdoor polyester powder coatings requiring low gloss and durable film properties.
Usage And Dosage:
Add all materials according to the formula, after full mixing, extrude in 95~105°C(should not exceed 110°C, and can not be repeatedly extruded), and then crush and screening 180, look for use.

Benzoin
Fillers
Benzoin is an essential degassing agent used in powder coatings (e.g., appliances, automotive parts) to prevent pinholes and surface defects during curing. With high purity and a melting range of 133–137°C, it vaporizes at the appropriate stage of the curing process, effectively releasing trapped gases from the film. Its degassing action ensures:
● Enhanced aesthetic quality
● Improved corrosion resistance
● Reduced rework/scrap rates

Micro Wax Power
Additives
Micronized wax is a finely processed powder additive used to enhance surface smoothness, abrasion resistance, and overall film performance in powder coatings. With controlled particle size and high melting stability, it improves powder flow, scratch resistance, and dispersibility during extrusion and curing. Its balanced wetting and lubrication properties make it a cost-effective solution for achieving better surface quality across various coating formulations.

Titanium Dioxide
Fillers
Titanium dioxide is a high-purity white inorganic material known for its exceptional opacity and brightness in powder coatings. It offers strong UV stability, excellent whiteness retention, and consistent hiding performance, making it essential for achieving durable, clean, and visually uniform film appearance in demanding applications.
Our advantage
Proven Material Expertise
Certified Quality & Traceability
Technical Customization & Application Support
Sustainable Chemistry Commitment
Global Supply & Reliable Service

Key Applications

Silicone Resin is a high-performance polymer designed for powder coatings requiring exceptional thermal endurance, oxidation resistance, and long-term stability.

Polyester resin is the core film-forming binder used in modern thermosetting powder coatings. It provides the structural backbone of the coating film, determining essential properties such as weatherability, hardness, mechanical strength, chemical resistance, and long-term durability.

Epoxy resin is a high-performance thermosetting polymer widely used in metal coatings, protective finishes, electrical insulation, and corrosion-resistant systems.

Curing agents are essential reactive components used in thermosetting powder coatings. They chemically crosslink with polyester or epoxy resins to create a solid, durable, three-dimensional coating network.
FAQ Use & Operation
How Can Coating Manufacturers Avoid Formula Mismatch When Selecting Polyester Resin System?
A powder coating formula may look correct on paper, but production results can still fail when the resin system does not match the curing agent, pigment package, filler level, application temperature, or final coating requirement. This mismatch can create long testing cycles and delay customer approval.
For coating manufacturers, selecting a Polyester Resin System is not only about replacing one raw material. It affects the whole formula route, including extrusion behavior, storage stability, curing response, film appearance, mechanical strength, and final application performance.
Formula Mismatch Usually Slows Down Development
A Resin Change Can Affect Multiple Properties
When a factory changes resin, the first issue may not be obvious. Gloss may change, flow may become worse, gel time may shift, or impact resistance may drop.
Because these properties are connected, technicians often need several rounds of testing before the formula becomes stable again. This increases laboratory workload and delays sample delivery to customers.
Curing Agent Compatibility Must Be Clear
Different polyester resin systems are matched with different curing routes. TGIC and HAA systems have different formulation logic and performance behavior.
If the resin system is chosen without confirming curing agent compatibility, the coating manufacturer may face unstable baking results or coating defects during production.
Customer Applications Should Guide Resin Selection
Outdoor Products Need Weathering Direction
Coatings for outdoor furniture, metal fences, architectural aluminum, and exterior equipment usually require better durability and stable appearance after exposure.
For these applications, resin selection should consider weathering resistance, surface appearance, mechanical strength, and baking window instead of only cost.
Indoor Products May Need Better Flow And Finish
Indoor decorative metal parts, shelving, cabinets, and furniture may focus more on smooth surface, gloss control, color stability, and processing efficiency.
A Polyester Resin System should be selected according to the final market, not only according to a general resin category.
Production Teams Need Predictable Processing
Extrusion Behavior Affects Daily Output
Powder coating production depends on stable mixing and extrusion. If the resin system does not process smoothly, the factory may face unstable particle quality, poor dispersion, or inconsistent powder behavior.
This can reduce production efficiency and increase rework.
Storage Stability Affects Shipment Confidence
Powder coatings may be stored before use or exported to different climates. If the resin system creates poor storage behavior, customers may face caking, poor flow, or application problems later.
For coating raw material buyers, this risk should be considered before large-scale formula adoption.
How Buyers Can Reduce Trial-And-Error Cost
Define The Target Coating First
Before choosing a polyester resin solution, buyers should clarify the final coating target. This includes gloss level, curing condition, surface appearance, mechanical requirement, weathering demand, and application field.
Clear targets help reduce unnecessary formula testing.
Compare Resin Behavior In Real Production Conditions
Laboratory testing is useful, but coating manufacturers should also review how the resin behaves during pilot production or normal production conditions.
A resin that performs well in a small test may still require adjustment when scaled into regular production.
Choose The System Around Long-Term Orders
Stable Formulas Support Faster Customer Approval
When the resin system matches the customer application, coating factories can reduce trial cycles and respond faster to sample requests.
This is especially important for manufacturers serving export customers, project orders, or private label powder coating supply.
Raw Material Support Should Continue After Selection
A suitable Polyester Resin System should come with practical communication about application direction, formula adjustment, and batch supply stability.
Our team can help coating manufacturers discuss resin system selection, TGIC/HAA application direction, and raw material matching based on production needs.
For more polyester resin and coating raw material information, you can visit https://www.pcotec-coating.com.
Why Do Powder Coating Factories Face Curing Instability When Using TGIC-Cured Polyester Resin?
Powder coating factories usually notice curing instability through finished coating problems, not through resin data sheets. A batch may pass mixing and extrusion smoothly, but after spraying and baking, the film shows unstable gloss, poor flow, weak adhesion, pinholes, or inconsistent outdoor resistance.
For manufacturers using TGIC-Cured Polyester Resin, the risk is not only one failed test panel. When curing behavior becomes unstable during batch production, factories may face rework, delayed delivery, customer complaints, and higher formulation adjustment cost.
Curing Instability Often Starts Inside The Formula
Resin And TGIC Balance Must Stay Controlled
TGIC-cured systems rely on proper reaction between the polyester resin and curing agent. If the resin’s acid value, viscosity, or reactivity is not stable enough, the coating factory may need repeated formula correction.
This affects production efficiency because technicians cannot keep adjusting the same formula every time raw material behavior changes.
Pigments And Fillers Can Change The Result
Different colors and filler levels may influence flow, gloss, mechanical performance, and baking response. A formula that works well for one powder coating may not perform the same after color or filler changes.
For powder coating producers, the resin should provide enough stability to support different production needs without creating large performance swings.
Production Problems Usually Appear After Baking
Film Appearance Becomes Difficult To Predict
Curing instability can show up as uneven gloss, orange peel, poor leveling, or surface defects. These issues may not be visible before baking, so the factory often discovers the problem after coating panels or finished parts are already processed.
This increases waste and slows down order completion.
Adhesion And Impact Performance Can Drop
A coating film may look acceptable at first but fail during adhesion, bending, or impact testing. When this happens, the factory must identify whether the issue comes from resin selection, curing balance, pretreatment, baking condition, or formulation design.
Stable TGIC polyester powder coating resin helps reduce this uncertainty during repeated production.
Batch Consistency Matters More Than One Good Sample
Raw Material Changes Affect Customer Orders
A sample formula may perform well during early testing, but coating manufacturers need the same behavior across future batches.
If the resin changes too much between deliveries, factories may need to retest gloss, gel time, flow, mechanical properties, and weathering-related performance. This creates extra laboratory work before orders can be released.
Stable Supply Reduces Formula Adjustment Time
For factories serving construction profiles, metal furniture, outdoor equipment, electrical cabinets, and general industrial coating markets, fast and predictable production is important.
Working with a TGIC-Cured Polyester Resin supplier for powder coating factories can help buyers reduce repeated adjustment work when the resin specification remains consistent.
What Coating Buyers Should Verify Before Ordering
Check The Application Direction First
Not every polyester resin fits every coating requirement. Buyers should clarify whether the powder coating will be used for indoor decoration, outdoor architectural parts, high-gloss finishes, matte finishes, or general industrial applications.
This helps our team recommend a resin direction that better matches the target coating performance.
Review More Than Price Per Kilogram
A lower raw material price can become expensive if the resin creates unstable curing, higher scrap, or delayed customer delivery.
Powder coating factories should review processing behavior, storage stability, curing window, film performance, and repeat batch control before confirming long-term supply.
Keep Powder Coating Production More Predictable
TGIC-Cured Polyester Resin affects the coating factory’s formulation stability, baking performance, and customer delivery reliability. A suitable resin can reduce testing pressure and help production teams maintain more consistent powder coating output.
Our team can discuss resin selection, application direction, formula matching, and export supply requirements based on different coating markets.
For more coating raw material information and project support, you can visit https://www.pcotec-coating.com.
Why Should Export Buyers Compare Packing And Moisture Control Before Buying Matting Additives?
For coating raw material importers, the trouble with matting additives often appears after the shipment arrives. The carton looks normal from the outside, but the powder inside may have absorbed moisture, formed small lumps, lost flowability, or become harder to disperse. Once this happens, the buyer needs extra inspection, customer explanation, repacking, or even replacement supply.
When export buyers compare an international matting additive, the price should not be separated from packing and moisture control. A lower quotation may not help if the material arrives unstable and delays delivery to coating factories, powder coating producers, or industrial coating distributors.
Moisture Control Is Part Of Product Stability
Powder Additives Need Dry Handling From The Start
Matting additives are used to control gloss and surface appearance. If moisture enters during storage or transport, the powder may not flow or disperse as expected. In production, this can affect gloss stability, surface uniformity, and customer confidence in the batch.
For importers, this is a practical risk. Customers may not accept the explanation that the material changed during shipping. They will only see that the additive is harder to use than expected.
Outdoor Coating Buyers Have Less Room For Error
Outdoor powder coating customers often care about stable low-gloss appearance, weathering performance, and batch repeatability. M312 is a low-wax, resin-based physical matting additive for outdoor TGIC powder coating systems, with a suggested addition level of 3–6% and a 10–30% gloss range.
For buyers supplying outdoor architectural, industrial, or dark-tone coatings, moisture control becomes more important because unstable additive condition may affect surface result after spraying and curing.
Export Packing Should Be Compared Before Price
Sealing Quality Affects Arrival Condition
A matting additive shipment may pass factory inspection but still face humidity during container loading, sea transport, customs waiting, and warehouse transfer. If inner bags, cartons, or drum seals are weak, the material may absorb moisture before it reaches the final customer.
Before confirming an order, buyers should ask how the material is sealed, whether the packing suits long-distance transport, and how cartons or pallets are protected during handling.
Carton Marks Should Reduce Warehouse Confusion
Importers often handle several additives, resins, curing agents, and fillers at the same time. If labels are unclear, warehouse teams may mix batches, store goods incorrectly, or delay customer delivery.
Each export batch should have clear product name, batch number, net weight, storage guidance, and handling marks. For distributors, this helps speed up receiving inspection and reduces mistakes during resale.
Clumping Creates More Than A Visual Problem
Small Lumps Can Slow Production Checks
When coating factories receive a powder additive with lumps, they may need extra screening, dispersion testing, or supplier confirmation before using it. Even if the material is still usable, the customer may delay production until the risk is checked.
For export buyers, that delay affects delivery trust. A customer that needs stable monthly supply does not want every shipment to require extra testing before production.
Flowability Should Be Checked After Transport
A fresh sample may flow well, but the real test is the material condition after international shipment. Buyers should review powder flow, lumping tendency, storage sensitivity, and performance after simulated transport or warehouse exposure.
This is especially important for repeat supply. One stable shipment is not enough if later batches arrive in different packing condition.
Packing Should Match The Buyer’s Supply Chain
Importers Need Different Packing From Local Users
A local coating factory may use the material quickly after delivery. An importer may store it for weeks, split shipments, resell to several customers, or ship it again to another city. That means packing must survive a longer supply path.
When buying an international matting additive, importers should describe the full route: sea freight, warehouse time, local delivery, customer storage, and expected usage cycle. The supplier can then prepare packing and labeling around the real handling process.
Pallet And Container Planning Matter
Poor pallet stacking can damage cartons, loosen seals, or create pressure points. In humid routes, container condition and moisture protection should also be discussed.
For chemical raw material distributors, shipping protection is not a secondary detail. It directly affects whether the additive reaches customers in a usable and easy-to-handle condition.
Testing Should Include Storage Behavior
Do Not Only Test Gloss On Day One
Matting performance is important, but buyers should also test what happens after storage. A useful review can include initial gloss, surface appearance, powder flow, clumping after storage, dispersion behavior, and gloss stability after production.
M312 is designed for stable matte appearance with minimal gloss or color shift under over-baking conditions. Still, export buyers should test the additive under their own storage, formulation, and customer application conditions before larger orders.
Keep Batch Records For Repeat Orders
When the first shipment works well, importers should keep a record of batch number, packing method, storage condition, test result, customer feedback, and delivery route. This makes future repeat orders easier to compare.
If a later batch behaves differently, the buyer can trace whether the issue came from material, packing, transport, storage, or customer handling.
Before Your Next Export Additive Order
A matting additive should not be compared only by unit price or gloss range. Export buyers should check sealing method, moisture protection, carton strength, label clarity, pallet handling, storage guidance, batch traceability, and real application testing.
If your business needs an international matting additive for outdoor TGIC powder coating, architectural coating, industrial matte finishes, or coating raw material distribution, come to us to prepare the supply plan properly. Send the target coating system, required gloss range, packing preference, shipping route, storage condition, and order quantity. Our team can help review the additive option and export packing plan so the material arrives easier to inspect, easier to store, and more reliable for customer delivery.
How Can Powder Coating Manufacturers Control Batch Consistency With TGIC Polyester Systems?
For powder coating manufacturers, one successful batch is not enough. The real challenge is whether the next batch can keep the same color, gloss, leveling, curing behavior, and surface result. When customers use powder coatings on aluminum profiles, outdoor furniture, machinery shells, lighting housings, or architectural metal parts, they expect the same appearance every time they reorder.
This is why TGIC polyester powder coating production needs strict batch control. TGIC can support pure polyester powder coating systems, but the final coating quality still depends on resin acid value, pigment dispersion, filler control, extrusion stability, curing conditions, and inspection standards.

Batch Problems Usually Start Before Spraying
Color Drift Can Come From Raw Material Variation
Many customer complaints begin with color. The first order may match the approved sample, while the second batch looks slightly darker, brighter, warmer, or duller. For distributors and coating factories, this creates trouble because the downstream customer often compares panels side by side.
Color control should begin with raw material records. Polyester resin, TGIC, pigments, fillers, and additives should all follow an approved batch standard. If one component changes without testing, the final color may shift even when the formula looks the same on paper.
Gloss Difference Can Break Project Uniformity
Gloss is easy to overlook during production but easy to notice after coating. A matte black, semi-gloss white, or high-gloss color must remain stable across repeat orders. If gloss changes, the coated parts may look like they came from different suppliers.
For project-based coating orders, buyers should test gloss on cured panels before releasing bulk production. This is especially important for facade parts, metal furniture, outdoor equipment, and visible components.
TGIC Dosage Should Follow Formula Logic
Acid Value Should Guide The Crosslinking Balance
TGIC is commonly used as a crosslinking agent for pure polyester powder coatings. The dosage should be calculated according to the acid value of the polyester resin, not added casually. If the balance is wrong, curing performance, film hardness, adhesion, and surface appearance may change.
For coating manufacturers, this is a technical control point. A low-cost formula adjustment can create expensive problems if the cured film cannot meet the customer’s performance requirement.
Over-Adjustment Can Create New Defects
Some factories try to correct one issue by changing the curing agent level too quickly. But changing TGIC dosage may also affect flow, surface smoothness, gel time, storage stability, and mechanical performance.
A safer method is to adjust the formula through small controlled trials and keep test panels for comparison before moving into large production.
Extrusion And Grinding Affect Surface Result
Uneven Dispersion Leads To Unstable Finish
A powder coating formula is not only a list of materials. During extrusion, raw materials must melt, mix, and disperse properly. If pigment or filler dispersion is uneven, the coating may show color specks, gloss variation, roughness, or poor leveling after spraying.
For TGIC polyester systems, extrusion temperature, feeding stability, screw condition, and cooling process should be checked regularly. Batch consistency depends heavily on how the formula is processed, not only what the formula contains.
Particle Size Should Stay Within Control
After grinding, powder particle size affects spraying behavior, film build, surface smoothness, and recovery powder use. If particle distribution changes between batches, the same customer line may spray differently.
Powder coating suppliers should keep particle size records and compare them with customer feedback. A stable particle range helps reduce complaints about coverage, orange peel, uneven film, or poor transfer efficiency.
Curing Conditions Must Be Verified With Test Panels
Same Powder Can Fail Under Wrong Oven Conditions
A well-formulated powder can still fail if curing conditions are not controlled. Low curing temperature, short dwell time, uneven oven heat, or overloaded parts can lead to poor adhesion, weak hardness, lower chemical resistance, or unstable gloss.
For TGIC polyester powder coating, coating factories should test curing behavior under the real oven conditions used by their customers. A lab panel is useful, but it should not be the only standard when customers use different line speeds or metal thicknesses.
Panel Testing Should Be Part Of Every Batch
Before shipping, manufacturers should keep cured panels from each batch. These panels can be checked for color, gloss, flow, adhesion, hardness, impact resistance, and surface defects.
This gives the sales and technical teams a reference if customers report a problem later. It also helps repeat customers trust that every batch has been checked against a clear standard.
Storage Stability Protects Customer Production
Powder Should Not Change Before Application
Powder coatings may be stored before use. If the powder starts to clump, lose flow, absorb moisture, or change spray behavior, the customer may blame the supplier even if the original production batch was acceptable.
TGIC systems should be packed and stored under suitable dry conditions. Coating manufacturers and distributors should also guide customers on storage temperature, humidity control, and shelf management.
Repeat Orders Need The Same Handling Standard
A customer may reorder every month or every quarter. If packaging, batch labeling, storage guidance, or shipment handling changes, the customer may see different application results.
For distributors, stable documentation and carton marking help customers manage production more easily. Batch number, product code, color code, production date, and storage guidance should be easy to trace.
A More Practical Batch Control Checklist
Before Production
Powder coating manufacturers should confirm the approved formula, polyester resin acid value, TGIC grade, pigment batch, filler source, additive plan, target color, target gloss, and customer curing condition.
During Production
Operators should monitor feeding accuracy, extrusion temperature, cooling condition, grinding stability, particle size, and contamination control. Small process changes should be recorded, not handled by memory.
Before Shipment
The finished batch should be checked through cured panels, color comparison, gloss testing, surface review, packing inspection, and batch labeling. These steps help reduce disputes after the customer starts spraying.
Keep Repeat Customers Confident In Every Batch
Batch consistency is one of the reasons powder coating buyers keep working with the same supplier. Customers do not want to retest color, gloss, flow, and curing performance every time they reorder. They need stable powder that fits their production line and keeps their coated products looking consistent.
If your factory needs TGIC for polyester powder coating production, outdoor powder coating systems, architectural metal coating, or industrial coating supply, come to us to prepare the material and formula discussion properly. Send the polyester resin system, target color, gloss requirement, curing condition, application field, and current batch problem. Our team can help review the TGIC selection and testing direction, so your TGIC polyester powder coating batches are easier to control and more stable for repeat customers.
What Compatibility Problems Happen When Mixing Silicone And Resin In Coating Formulas?
In coating development, compatibility problems often appear after the first promising lab trial. The formula may look smooth at mixing stage, but after storage, spraying, curing, or customer testing, the surface starts to show separation, craters, poor leveling, weak gloss, or unstable adhesion. For coating manufacturers, this is not only a technical issue. It can delay sample approval, waste raw materials, and damage customer confidence.
When buyers work with silicone and resin systems, the key is not simply adding a silicone material into an existing formula. The silicone resin must match the base resin system, curing condition, pigment package, filler level, and final coating requirement.
Compatibility Should Be Tested Before Formula Scale-Up
A Clear Lab Sample Does Not Always Mean Stable Production
A small lab batch may look acceptable because mixing time, temperature, and material quantity are easy to control. In real production, the same formula may face longer mixing, different shear force, larger material volume, and storage time before use.
This is where compatibility problems become more obvious. The coating may show floating, separation, poor dispersion, or uneven film formation after scale-up. Buyers should not approve a silicone resin only because one small test passed.
Storage Stability Reveals Hidden Formula Risk
Some formulas fail only after several days or weeks of storage. Viscosity may change, the mixture may separate, or surface defects may increase after application. This can be a serious problem for coating factories supplying distributors, applicators, or project customers.
Before mass production, buyers should test storage stability under the actual temperature and time expected in their supply chain.
Common Surface Defects From Poor Compatibility
Craters And Shrinkage
Craters and shrinkage often appear when surface tension is not well controlled. If the silicone component does not disperse properly in the resin system, small surface defects can appear after curing.
For powder coating factories, these defects are costly because they may not be visible until after spraying and baking. By then, the material, labor, and production time have already been used.
Poor Leveling And Uneven Gloss
A formula with weak compatibility may not flow evenly during curing. The surface can appear rough, uneven, cloudy, or inconsistent in gloss. This is especially risky for appliance coatings, metal furniture, outdoor equipment, lighting housings, and architectural metal parts where appearance is part of customer acceptance.
Coating buyers should test leveling, gloss retention, surface smoothness, and color stability before confirming a new resin direction.
Resin System Matching Is More Important Than Price
Different Base Resins React Differently
Polyester, epoxy, acrylic, and hybrid systems may respond differently when silicone resin is added. A resin that improves heat resistance in one system may create application problems in another if the formula is not adjusted.
Our silicone resin is a methylphenyl organosilicon resin containing silanol groups, and it can be cold blended or copolymerized for heat-resistant coating applications. For coating manufacturers, this gives useful formulation direction, but the final result still depends on compatibility testing inside the buyer’s own formula.
Curing Conditions Must Be Checked Together
Compatibility is not only about mixing. Curing temperature, curing time, resin reactivity, filler content, and film thickness can all affect the final coating result.
If curing is incomplete or uneven, the coating may show poor hardness, weak adhesion, surface defects, or lower heat resistance. Buyers should test the full process, not only the raw material blend.
Pigments And Fillers Can Change The Result
Filler Level Can Affect Flow
A formula with high filler loading may behave differently after silicone resin is introduced. The coating may become harder to level, or dispersion may become less stable. For factories making functional powder coatings, this can affect both surface quality and mechanical performance.
Raw material buyers should test the silicone resin with the same pigment and filler package used in production. A clean resin test alone does not show the full formula risk.
Color And Transparency Should Be Reviewed
Some applications require stable color tone, gloss, or surface clarity. If the resin blend affects color development or creates haze, the final coating may fail customer approval even when heat resistance improves.
For B2B coating supply, the formula must meet both performance and appearance requirements.
How Buyers Can Reduce Compatibility Failure
Prepare A Test Matrix Before Ordering
Before moving into bulk purchase, coating manufacturers should prepare a simple test plan:
Base resin system
Silicone resin addition level
Pigment and filler package
Mixing condition
Storage time
Application method
Curing temperature
Final surface inspection
Heat resistance requirement
Adhesion and hardness testing
This helps the purchasing team compare suppliers by real formula behavior, not by quotation alone.
Keep One Approved Formula Reference
Once the formula passes testing, buyers should keep an approved sample and production record. This includes resin grade, batch number, addition level, curing condition, and final test result.
For repeat orders, this record helps prevent disputes when a later batch performs differently. It also helps technical teams adjust faster if raw material conditions change.
When Silicone Resin Works Well In The Formula
Better Heat Resistance
Silicone resin is often selected when coating manufacturers need better heat resistance than ordinary organic resin systems can provide. In suitable formulas, it can support heat-resistant and weather-resistant powder coating applications.
For factories supplying industrial coating, appliance coating, outdoor metal coating, or high-temperature component coating, this direction can create stronger product value.
More Stable Outdoor Performance
Weather resistance is another reason coating buyers review silicone resin options. Outdoor coatings must face UV exposure, rain, temperature change, and surface aging. A compatible silicone resin direction can help manufacturers develop coating systems for harsher service environments.
The key word is compatible. Performance improvement only becomes useful when the coating still levels well, cures properly, and passes customer testing.
Before Your Next Silicone Resin Trial
Compatibility problems between silicone and resin systems can lead to separation, craters, poor leveling, unstable gloss, weak adhesion, and failed customer samples. These issues are easier to prevent during formula testing than to fix after production.
If your coating factory needs silicone resin for heat-resistant coatings, weather-resistant powder coatings, or industrial formulation development, come to us to review the material direction before bulk ordering. Send the base resin system, target curing condition, required heat resistance, pigment and filler package, current defect problem, and expected production volume. Our team can help match silicone resin options with your coating formula so the trial is more practical, the surface result is more stable, and scale-up risk is easier to control.
What Should Importers Check Before Comparing Benzoin Resin Price From Different Suppliers?
Importers often receive very different quotations for benzoin. One supplier may offer a lower price, another may emphasize purity, and another may focus on packing or delivery speed. If buyers compare only the unit price, they may miss the real cost hidden behind grade difference, batch variation, odor performance, impurity control, storage condition, and export handling.
For raw material importers, fragrance manufacturers, coating material buyers, formulation factories, and chemical distributors, benzoin resin price should be compared together with specification stability. A cheap batch can become expensive if it causes formulation adjustment, customer complaints, rejected inspection, or production delay.
Price Comparison Should Start With The Exact Grade
Same Name Does Not Mean Same Material Standard
“Benzoin” can be discussed in different supply contexts, and buyers should not assume every quotation refers to the same grade or application direction. Before comparing suppliers, importers should confirm the intended use, appearance, purity, melting range, odor requirement, impurity level, and packaging format.
Our benzoin supply option is available as white or light yellow powder or crystals, with CAS 119-53-9 and a melting range of 133–137°C. For importers, these basic indicators help create a clearer comparison standard before negotiating price.
Low Price Can Hide Quality Variation
A lower quotation may look attractive during procurement, but it may come with weaker batch control. If the color shifts, odor feels unstable, or purity does not match the buyer’s formulation needs, the importer may face extra testing, customer rejection, or slower resale.
A better comparison should ask: does the supplier keep the same specification across repeat shipments?
Batch Stability Matters More Than One Good Sample
Formulation Buyers Need Repeatable Performance
For fragrance, coatings, and other formulation-related buyers, raw material consistency affects final product stability. One sample may pass internal testing, but the next batch must perform in the same way.
Buyers should ask for recent batch information, COA details, retention sample support, and whether the supplier can keep the same quality range for repeat orders.
Purity And Residue Indicators Should Be Checked
For industrial formulation buyers, basic indicators such as content, volatile matter, and ash content help show how clean and stable the material may be. The benzoin specification can support 99.5% min content, 0.5% max volatile matter, and 0.1% max ash content.
These figures give importers a more reliable basis than price alone. A cheaper material with higher variation may increase downstream formulation risk.
Packaging Can Change The Real Landed Cost
Moisture And Contamination Must Be Controlled
Benzoin should arrive clean, dry, and easy to handle. If packing is weak, the material may absorb moisture, form lumps, or become harder to use after long-distance transport.
Importers should confirm inner packing, outer carton or drum condition, pallet method, moisture protection, shipping marks, and warehouse handling before placing bulk orders.
Damaged Packing Creates Extra Work After Arrival
When packing breaks during shipment, the importer may need to sort damaged units, handle claims, repack material, or delay delivery to customers. The quoted price may look low, but the actual landed cost becomes higher after labor and loss are included.
For chemical distributors, packing reliability is part of price comparison.
Application Testing Should Happen Before Bulk Purchase
Do Not Approve Price Before Trial Use
Before confirming a large order, buyers should test the material in the target formulation. For coating use, benzoin can function as a degassing agent and help reduce pinholes and surface defects during curing. For other formulation uses, buyers should test odor, compatibility, color influence, and handling behavior according to their own process.
A quotation becomes meaningful only after the material passes the buyer’s actual application test.
Importers Should Keep A Sample Reference
The approved sample should be kept as a reference for future orders. If later batches show obvious difference in color, odor, melting behavior, or handling condition, the buyer can compare against the approved standard instead of relying on memory.
This helps reduce disputes between importers, suppliers, and downstream customers.
Supplier Evaluation Should Include Continuity
Stable Supply Protects Production Scheduling
Raw material buyers often work with fixed production windows. If the supplier cannot keep stable delivery, the buyer may face stock shortages, rushed replacement sourcing, or delayed customer orders.
When comparing benzoin resin price, buyers should ask about regular supply capability, lead time, batch availability, documentation support, and export experience.
Documentation Helps Importers Move Faster
Importers may need COA, specification sheet, safety document, packing list, and other shipping paperwork depending on market requirements. Missing or delayed documents can slow customs clearance and customer approval.
The lowest price is not always the best offer if the shipment cannot move smoothly.
Before You Compare The Next Quotation
A benzoin quotation should not be judged by price alone. Importers should compare grade, purity, melting range, appearance, residue indicators, batch stability, packing protection, documentation, and real application testing before choosing a supplier.
If your business needs benzoin for formulation supply, coating raw materials, fragrance-related purchasing, or chemical distribution, come to us to prepare the order properly. Send the target application, required specification, packing preference, annual demand, testing method, and destination market. Our team can help review the material standard and supply plan, so the final benzoin resin price reflects usable quality, not only a low number on the quotation sheet.